厌氧反应器简便、易懂调试方法纯干货(原创)
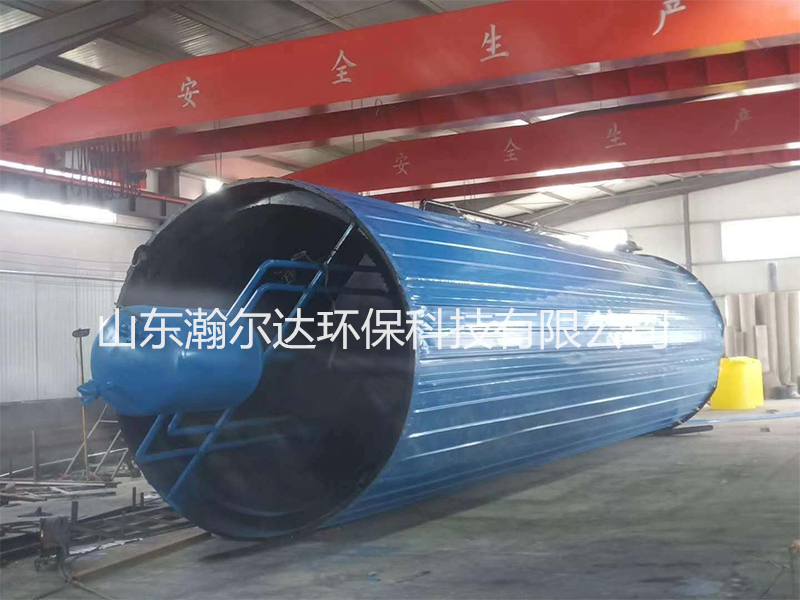
高难度可生化污水处理中最为关键的设备之一是厌氧反应器,厌氧反应器主要有IC.UASB.EGSB等,此设备是新一代高效厌氧反应器,它是20世纪80年代中期由荷兰PAQUES公司研发成功,并推入国际废水处理工程市场,目前已成功应用于淀粉、啤酒、食品、柠檬酸和造纸废水处理中。实践证明,该技术去除有机物的能力远远超过普通厌氧处理技术(如:UASB等),而且IC反应器容积小、投资少、占地省、运行稳定,是一种值得推广的高效厌氧处理技术。 瀚尔达环保现总结调试细节如下,以下为我司自行总结原创经验:
1、 罐体试水:
启动进水泵,缓慢进水,随时检查检测罐体焊口等情况。一直进水至出水循环,打开循环泵,试验循环管路系统。
2、厌氧池污泥的培养驯化
(1)、将消化污泥菌种用污水稀释捣碎,虑出其中中的杂质,将厌氧池中的污水提升到正常水位的3/4水位处,将池中的污水厌氧4—7天;
(2)、开始采用间歇进水,污泥负荷率控制在2.05-3.2kgCOD/(kgVSS.d)。
(3)、当污泥逐渐适应废水性质后,污泥逐渐就具有了去除有机物的能力。当COD去除率达到30%以上后,可以逐步提高进水容积负荷率,每次提高容积负荷率的幅度以0.5kgCOD/(m3.d)左右为宜,此时可以由间歇进水过渡到连续进水,但应控制进水浓度和进水量,保持稳定的增长。
(4)、随着负荷的提高,反应器内的污泥逐渐由松散状态变成沉淀性能较好的絮体,污泥的产甲烷活性也相应提高。
(5)、在调试过程中要保证系统的负荷以20%~30%的增长速率稳定增长,每次调整负荷应保证去除率达到30%后稳定3~4d,然后再提高负荷。
3、厌氧系统运行异常情况及处理
1.沼气气泡异常(水封罐或反应器顶部气水分离位置)
a. 连续出现类似啤酒开盖后的气泡,这是厌氧状态严重恶化的征兆,原因可能是排泥量过大,池内污泥量不足,或有机负荷过高,或搅拌不充分,解决办法是停止排泥,加强搅拌,减少进水量;
b. 大量气泡剧烈喷出,但产气量正常,池内由于浮渣渣层过厚,沼气在层下积累,一旦沼气穿过浮渣层,就有大量沼气喷出,对策是破碎浮渣层,充分搅拌,打开排渣管;
c. 不产生气泡,可暂时减少或中止进水。
2.产气量下降
a. 进水浓度低,甲烷菌底物不足,应提高进水浓度;
b. 厌氧污泥排放量过大,使反应池内甲烷菌减少,应减少排泥量;
c. 气温过低,增加蒸汽量,提高温度;
d. 有机酸积累,碱度不足。应减少进水量,观察池内碱度的变化,如不能改善,投加碱度,如:石灰、烧碱、碳酸钙等。
4.上清液水质恶化
上清液水质恶化表现在污泥上浮严重,出水BOD和SS浓度增加,原因可能是排泥量不够,固体负荷过大,消化程度不够,搅拌过度等,解决办法是找出原因分别加以解决。
5.厌氧塔运行
厌氧塔水质稳定,污泥稳定后,可连续进行生产运行。循环泵开启以冲击搅拌污泥。定期检测污泥沉降性以及污泥量,定期排出过量污泥。